
My friend Ernie is a very talented and entertaining guy. He is also a wizard at welding and a fair hand at designing clever solutions. He worked for many years as a welding instructor and now works as a welding inspector in Washington State. Back in 2006 Ernie decided to build a small hydraulic press with attachments. In those days, ebay was a treasure trove of bargains of all kinds. Ernie bought a bunch of 4 foot press brake dies and had planned to use them some day. He decided to use 12" sections in this hydraulic press. The pictures and their descriptions had appeared in metalworking.com/dropbox but sadly that site is no more. I was able to retrieve the images and descriptions from archive.org and to ensure they remain available I have decided to host them on my own site. Below are Ernie's words and images.
I built the press around a $35 20-ton hydraulic bottle jack. Later I picked up an air-hydraulic 20-ton bottle jack on ebay, new for about $75, including shipping.
Using the widest v-die with the pressbrake setup I can bend 1/4" x 6", or 1/2" x 3" steel hot-rolled flat bar to a 90 deg angle. Using the bar bending dies I can bend 3/4" round bar. Using the ironworker punches I can punch a 1/2" hole in 3/8" steel, which places it at around 15 real tons of punching power. The Greenlee punches work quite easily on 1/8" steel, with the largest die I currently have being 3.5" dia.

Crossbar under construction, showing how the 2.5" Dia x 0.5" wall x 3" long tube was implanted in the cross tube to act as a receiver for all sorts of tools.



Shows the lower beam. The lock handles act as stabilizers for punching operations, to assure good alignment between punch and die.


Shows the whole press assembled, and closeups of the upper moving frame and bottle jack mount. There is a 1/2" steel plate between the 1/4" mounting plate for the jack and the crossbar.



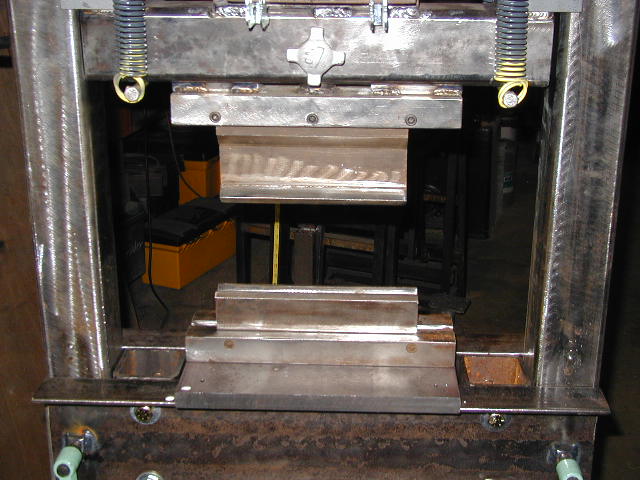
Shows a detail of the main steel ram bar and the plate used to support the punch and brake tooling. This main plate is aligned to the beam with roll pins to act as alignment pins.


Shows the tooling to hold large Greenlee chassis punches. Also shown is the 3.5" hole produced in 16 ga steel.


Shows the tooling to hold ironworker punches. I made 2 different nuts and die shoes, since I have 2 different kinds of old ironworker dies and punches. The nuts are 1.5" x 12tpi jam nuts with a 1/4" steel disk welded to one side and machined.


Shows the press brake die holders and the variety of tooling I have acquired and made for use with them.



Shows the round bar bender die set.

Here is a GIF image of the CAD drawing.(you may need to scroll to see it all)
This is a link to a DXF version of the CAD drawing of the press.
Future Plans (written in 2006)
I plan to adapt an import pipe bending setup to the press. I can easily make punch holders and die shoes for any style of punch and die I can find used. I already bought a pile of oblong sheet metal punches that I will soon adapt.
It does use a lot of air and my small compressor will soon have to be upgraded.